
 北京慧博时代科技有限公司 | 技术中心
北京慧博时代科技有限公司 | 技术中心Dec 15
FANUC 0i系统维修故障报警查看方法及分类
数控系统维修技术
FANUC 0i系统维修故障报警查看方法及分类如下:
一、报警信息的查看方法。
数控系统可对其本身以及其相连的各种设备进行实时的自诊断。当数控机床出现不能保证正常运行的状态或异常都可以通过数控系统强大的功能,对其数控系统自身及所连接的各种设备进行实时的自诊断。当数控机床出现不能满足保证正常运行的状态或异常时,数控系统就会报警,并将在屏幕中显示相关的报警信息及处理方法。这样,就可以根据屏幕上显示的内容采取相应的措施。
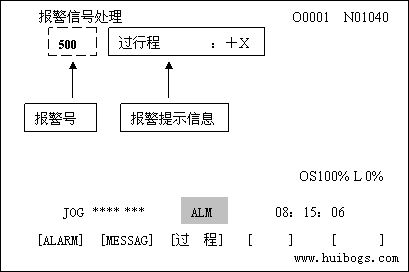
一般情况下,系统出现报警时,屏幕显示就会跳转到报警显示屏幕,显示出报警信息,如图所示。
.gif)
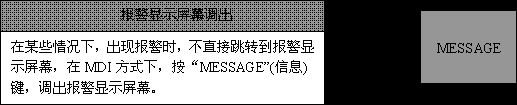
某些情况下,出现故障报警时,不会直接跳转到报警显示屏幕,如图所示:
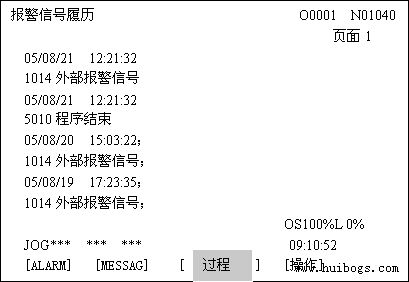
FANUC 0i数控系统提供了报警履历显示功能,其最多可存储并在屏幕上显示的50个最近出现的报警信息。大大方便了对机床故障的跟踪和统计工作。显示报警履历的操作如下:

二、FANUC 0i数控系统报警的分类。
FANUC 0i数控系统的报警信息很多,可以归纳为以下类别,便于查找。
表 FANUC 0i数控系统报警分类
| 错误代码 | 报警分类 |
| 000~255 | P/S报警(参数错误) |
| 300~349 | 绝对脉冲编码器(APC)报警 |
| 350~399 | 串行脉冲编码器(SPC)报警 |
| 400~499 | 伺服报警 |
| 500~599 | 超程报警 |
| 700~749 | 过热报警 |
| 750~799 | 主轴报警 |
| 900~999 1000~1999 200~2999 5000以上 | 系统报警 机床厂家根据实际情况在PM(L)C中编制的报警 机床厂家根据实际情况在PM(L)C中编制的报警信息 P/S报警(编程错误) |
分享到:
新浪微博
腾讯微博
搜狐微博
网易微博
QQ空间
人人网
开心网
|
更多
版权所有:北京慧博时代科技有限公司官方网站,转载请以链接形式标明本文地址
本文地址:http://www.huibogs.com/Technic/CNC/CNC111215.html
上一篇:« 西门子6RA70直流调速器维修(通讯板)指示灯说明
下一篇:FANUC 0i系统维修常见报警故障排除思路 »
版权所有:北京慧博时代科技有限公司官方网站,转载请以链接形式标明本文地址
本文地址:http://www.huibogs.com/Technic/CNC/CNC111215.html
上一篇:« 西门子6RA70直流调速器维修(通讯板)指示灯说明
下一篇:FANUC 0i系统维修常见报警故障排除思路 »
相关文章
- 西门子3系统维修典型故障总结 (2011-12-14 14:50:26)
- 西门子810/820系统维修硬件故障诊断方法 (2011-12-13 13:45:52)
- 西门子840D数控系统维修常用方法 (2011-12-13 11:9:15)
- 数控系统维修的三种思路 (2011-11-28 9:7:0)
- FANUC数控系统(FS16/18)维修常见故障总结 (2011-11-22 11:57:56)
- 华中数控系统维修之运行故障判断 (2011-10-19 11:37:43)

阅读排行